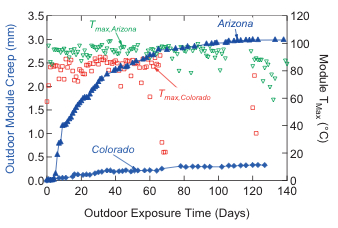
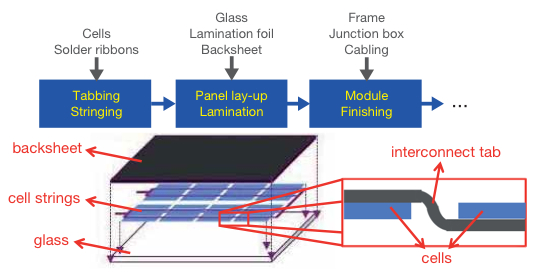
There has been recent interest in the use of thermoplastic encapsulant materials in photovoltaic modules to replace chemically cross-linked materials, for example ethylene-vinyl acetate. The related motivations include the desire to reduce lamination time or temperature, to use less moisture-permeable materials, and to use materials with better corrosion characteristics or improved electrical resistance. However, the use of any thermoplastic material in a hightemperature environment raises safety and performance concerns, as the standardized tests do not currently include exposure of the modules to temperatures in excess of 85°C, even though fielded modules may experience temperatures above 100°C. Eight pairs of crystalline silicon modules and eight pairs of glass/encapsulation/glass thin-film mock modules were constructed using different encapsulant materials, of which only two were designed to chemically cross-link. One module set with insulation on the back side was exposed outdoors in Arizona in the summer, and an identical set was exposed in environmental chambers. High-precision creep measurements (±20μm) and performance measurements indicated that, despite many of these polymeric materials being in the melt state during outdoor deployment, there was very little creep because of the high viscosity of the materials, the temperature heterogeneity across the modules, and the formation of chemical cross-links in many of the encapsulants as they aged. In the case of the crystalline silicon modules, the physical restraint of the backsheet reduced the creep further.