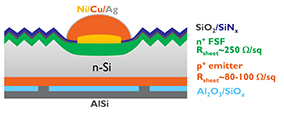
This paper reports on the status of large-area, 156mm, bifacial, n-type passivated emitter and rear totally diffused (n-PERT) solar cells, which feature full-area homogeneous doped regions on the front and rear sides. The fabrication process includes either two separate gas-phase diffusion processes with sacrificial diffusion barrier layers, or a sophisticated co-diffusion approach, in which a deposited stack of borosilicate glass (BSG) and silicon oxide acts as a dopant source during back-surface field (BSF) formation in a tube furnace. Thus, the co-diffusion approach reduces the number of required high-temperature processes to one, which significantly streamlines the process sequence. It is shown that by implementing two deposition phases during the BSF diffusion process, it is possible to separately control both the depth and the surface concentration of the BSF. The use of a tailored BSG source allows low recombination and specific contact resistance values on both the front and rear sides, resulting in peak conversion efficiencies of 19.9%. A discussion on the recombination at the emitter -metal interface completes the paper, and several paths to driving the conversion efficiency towards 22% are outlined.