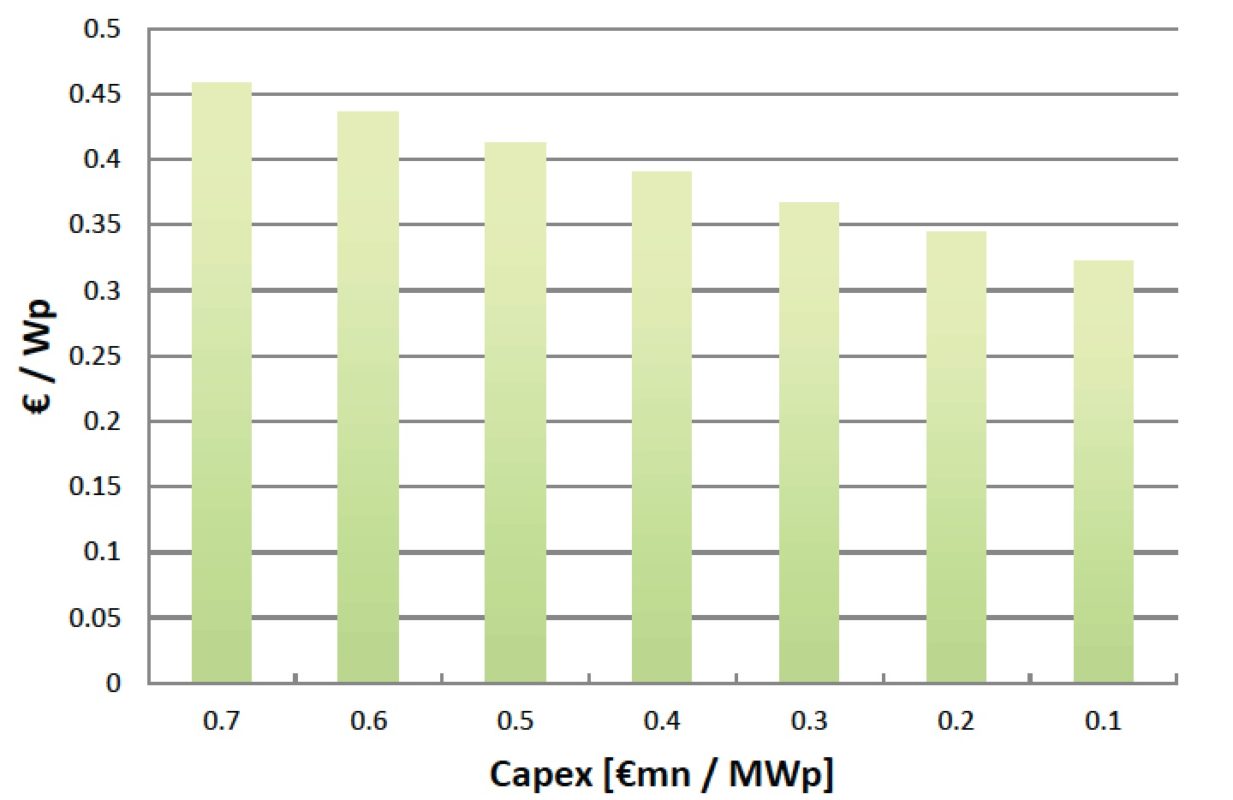
A detailed analysis of state-of-the-art CIGS technology has resulted in a direct cost of ownership (CoO) of €0.44/Wp for this PV module type. However, the reduction in production costs, although impressive, is not sufficient for CIGS to become competitive with today’s c-Si technology. In order to answer the question as to whether CIGS will ever be able to challenge c-Si, the cost-reduction potential of CIGS is investigated. The impact of savings is evaluated in respect of the material segment, production equipment, energy and labour, production yield, device efficiency and absorber thickness. A total cost-reduction potential of around €0.21/ Wp is identified, which would be enough to put CIGS back into the game (the direct CoO will continue to be dominated by material and equipment depreciation, adding up to 68%). These cost reductions, however, cannot be realized immediately: within the next two years, €0.03/Wp is expected to be feasible, while it will take two to four years for the next €0.107/Wp. For the final €0.073/Wp, a time frame of at least five years is predicted, with corresponding costs for the technology developments. Provided that someone is willing to spend the necessary amount of time and money, the second part of the answer regarding CIGS’ competitiveness will depend on how c-Si evolves within this time period.